
Cylinder Block - Inspection (Cont'd)
EM-60prose procedureInspection (Cont'd)
Main bearing (Cont'd)
- 7If clearance cannot be adjusted within the standard of any bearing, grind crankshaft journal and use undersized bearing.When grinding crank pin and crank journal:a. Grind until clearance is within specified standard bearing clearance.b. Fillets should be finished as shown in the figure. R: 2.3 - 2.5 mm (0.091 - 0.098 in)Refer to S.D.S. for standard bearing clearance and available spare parts.
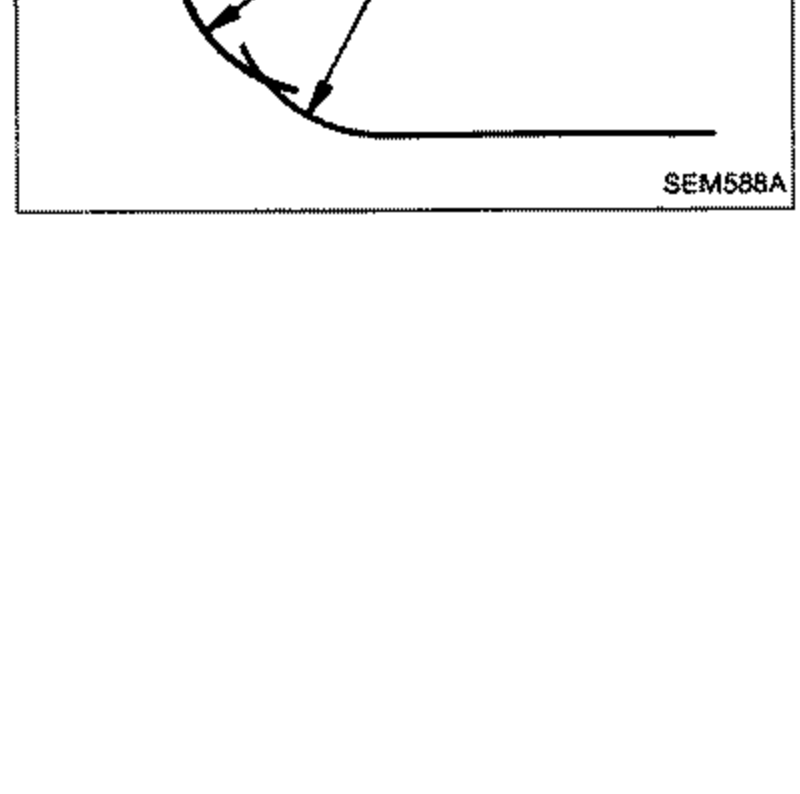 SEM588A
SEM588A - 8If crankshaft, cylinder block or main bearing is reused again, measure main bearing clearance. If crankshaft, cylinder block and main bearings are replaced with new ones, it is necessary to select thickness of main bearings as follows:a. Grade number of each cylinder block main journal is punched on the respective cylinder block. These numbers are punched in either Arabic or Roman numerals.
 SEM427C
SEM427C
| Specification | Value |
|---|---|
| Fillet radius R(0.091 - 0.098 in) | 2.3 - 2.5mm |
Fillet radius R(0.091 - 0.098 in)
2.3 - 2.5mm
See also
S.D.S.