
Cylinder Head - Inspection (Cont'd)
EM-118prose procedureInspection (Cont'd)
Replacing Valve Seat for Service Parts
- 1Bore out old seat until it collapses. The machine depth stop should be set so that boring cannot continue beyond the bottom face of the seat recess in cylinder head.
- 2Ream cylinder head recess. Reaming bore for service valve seat Oversize [0.5 mm (0.020 in)]: Intake 35.500 - 35.516 mm (1.3976 - 1.3983 in); Exhaust 31.500 - 31.516 mm (1.2402 - 1.2408 in)Reaming should be done in circles concentric to the valve guide center so that valve seat will have the correct fit.
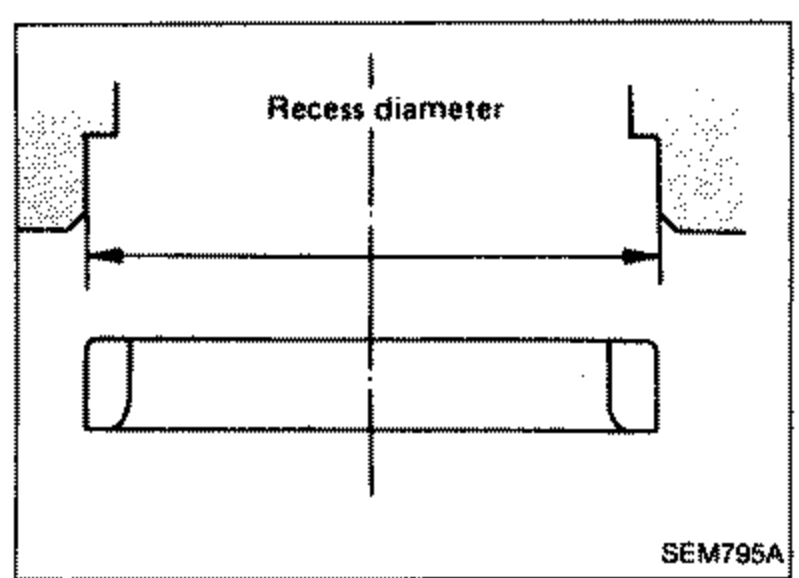 SEM795A
SEM795A - 3Heat cylinder head to 110 to 130 degrees C (230 to 266 degrees F).
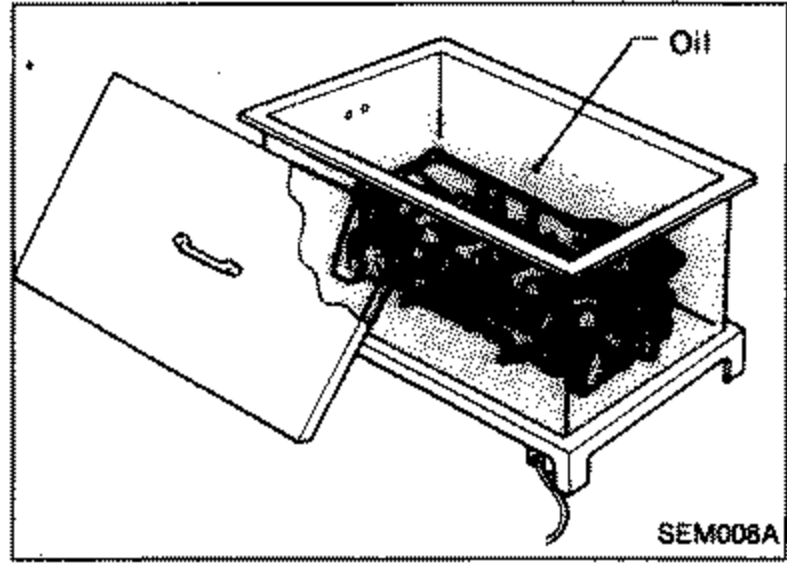 SEM008A
SEM008A - 4Press fit valve seat until it seats on the bottom.
- 5Cut or grind valve seat using a suitable tool at the specified dimensions as shown in S.D.S.
 SEM892B
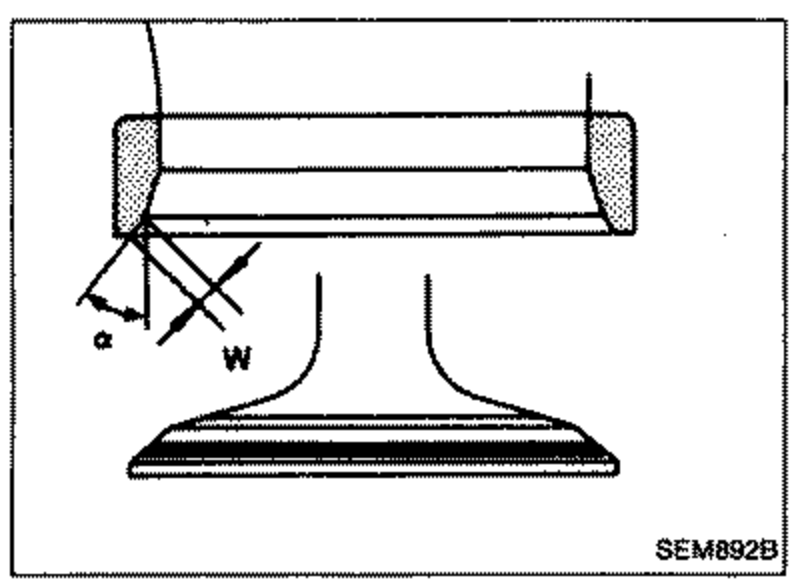
SEM892B - 6After cutting, lap valve seat with abrasive compound.
- 7Check valve seating condition. Seat face angle "alpha": 44 deg 53' - 45 deg 07' deg. Contacting width "W": Intake 1.4 - 1.7 mm (0.055 - 0.067 in); Exhaust 1.7 - 2.0 mm (0.067 - 0.079 in)
VALVE DIMENSIONS
Check dimensions in each valve. For dimensions, refer to S.D.S. When valve head has been worn down to 0.5 mm (0.020 in) in margin thickness, replace valve.
IMPORTANT
Grinding allowance for valve stem tip is 0.2 mm (0.008 in) or less.
See also
S.D.S.