
CYLINDER BLOCK - Inspection (Cont'd)
EM-189prose procedureInspection (Cont'd)
CRANKSHAFT
Crankshaft Inspection
- 1Check crankshaft journals for score, bias, wear or cracks. If faults are minor, correct with fine crocus cloth.
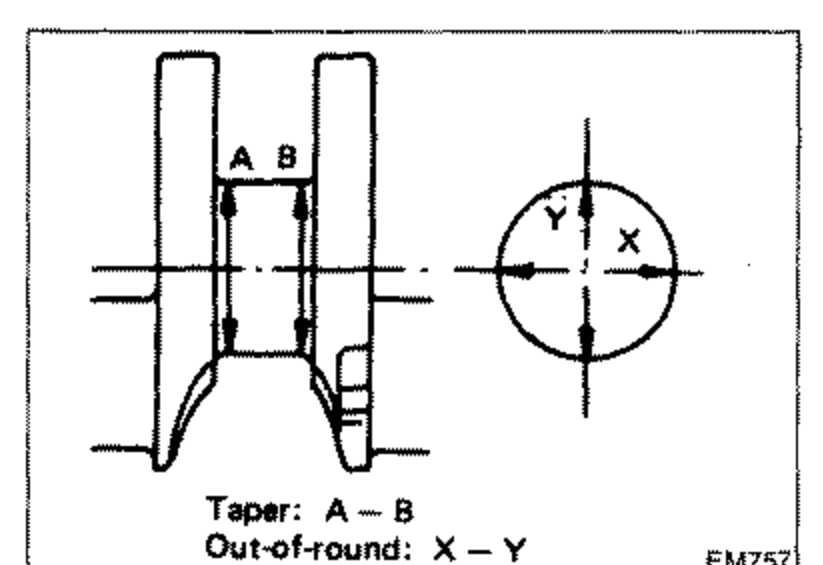
- 2Check journals with a micrometer for taper and out-of-round.
 EM757
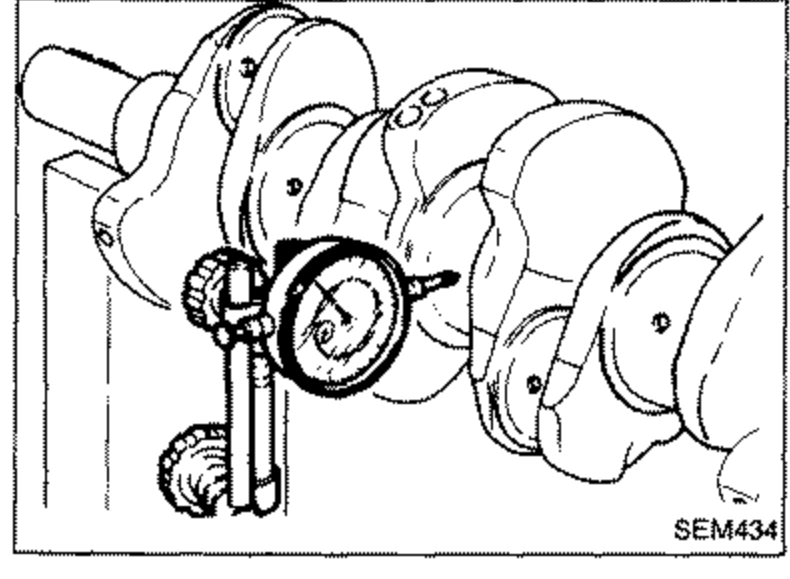
EM757 - 3Check crankshaft runout.
 SEM434
SEM434
| Specification | Value |
|---|---|
| Out-of-round (X - Y)(0.0004 in) | Less than 0.01mm |
| Taper (A - B)(0.0004 in) | Less than 0.01mm |
| Taper / out-of-round - Limit(0.0012 in) | 0.03mm |
| Fillet radius R (when regrinding crank pin and crank journal)(0.091 - 0.106 in) | 2.3 - 2.7mm |
| Runout [T.I.R. (Total Indicator Reading)](0.0016 in) | Less than 0.04mm |
| Runout - Limit(0.0031 in) | 0.08mm |
Out-of-round (X - Y)(0.0004 in)
Less than 0.01mm
Taper (A - B)(0.0004 in)
Less than 0.01mm
Taper / out-of-round - Limit(0.0012 in)
0.03mm
Fillet radius R (when regrinding crank pin and crank journal)(0.091 - 0.106 in)
2.3 - 2.7mm
Runout [T.I.R. (Total Indicator Reading)](0.0016 in)
Less than 0.04mm
Runout - Limit(0.0031 in)
0.08mm
When regrinding crank pin and crank journal, fillets should be finished as shown.
CYLINDER BLOCK DISTORTION AND WEAR
1. If beyond the specified limit, resurface it.
Resurfacing limit: The resurfacing limit of cylinder block is determined by the cylinder head resurfacing in an engine. Amount of cylinder head resurfacing is "A". Amount of cylinder block resurfacing is "B". The maximum limit is as follows:
| Specification | Value |
|---|---|
| Resurfacing limit A + B(0.008 in) | 0.2mm |
| Warpage of surface(0.004 in) | Less than 0.1mm |
Resurfacing limit A + B(0.008 in)
0.2mm
Warpage of surface(0.004 in)
Less than 0.1mm