
Cylinder Block - Inspection (Cont'd)
EM-149prose procedureTwo crankshaft types shown (Type I and Type II) for grade number punching locations.
Inspection (Cont'd)
Bearing Clearance (Cont'd)
- 4Measure outer diameter "Dm" of each crankshaft main journal.
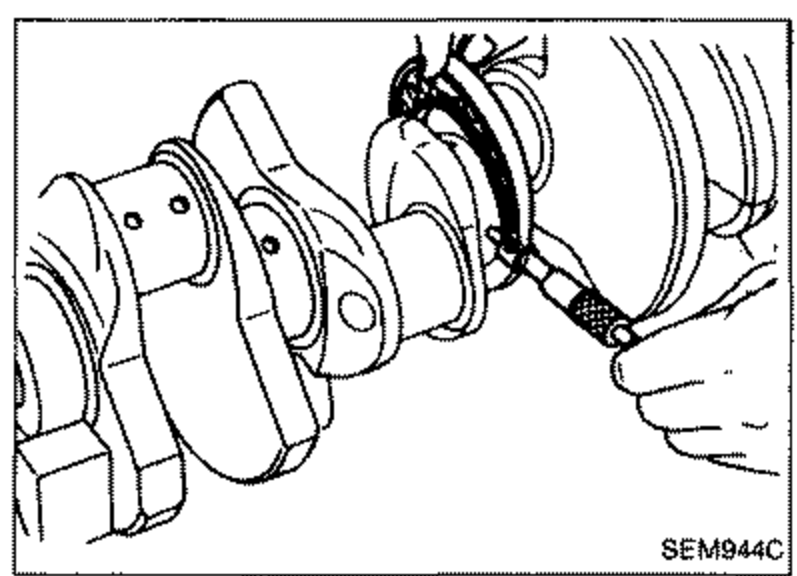 SEM944C
SEM944C - 5Calculate main bearing clearance. Main bearing clearance = A - DmStandard: 0.004 - 0.022 mm (0.0002 - 0.0009 in)Limit: 0.050 mm (0.0020 in)
- 6If it exceeds the limit, replace bearing.
- 7If clearance cannot be adjusted within the standard of any bearing, grind crankshaft journal and use undersized bearing.
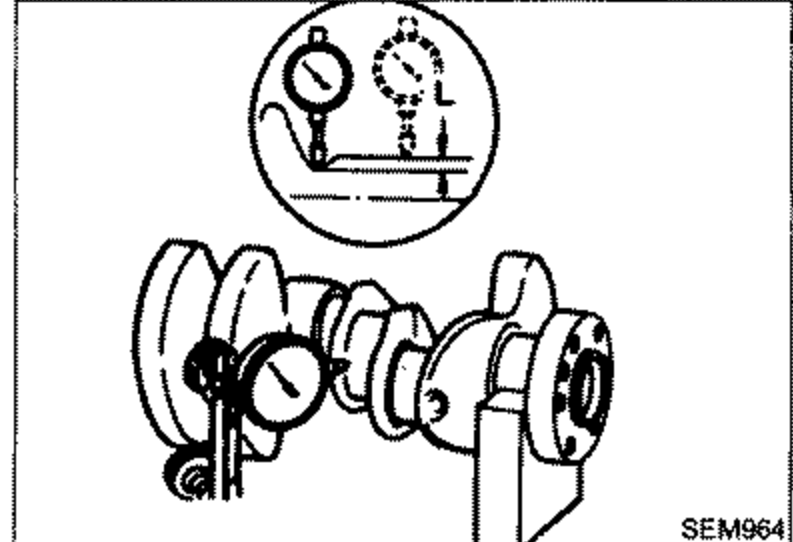
- aWhen grinding crankshaft journal, confirm that "L" dimension in fillet roll is more than the specified limit."L": 0.1 mm (0.004 in)
 SEM964
SEM964 - bRefer to S.D.S. for grinding crankshaft and available service parts.
- 8If crankshaft is reused, measure main bearing clearances and select thickness of main bearings. If crankshaft is replaced with a new one, it is necessary to select thickness of main bearings as follows:
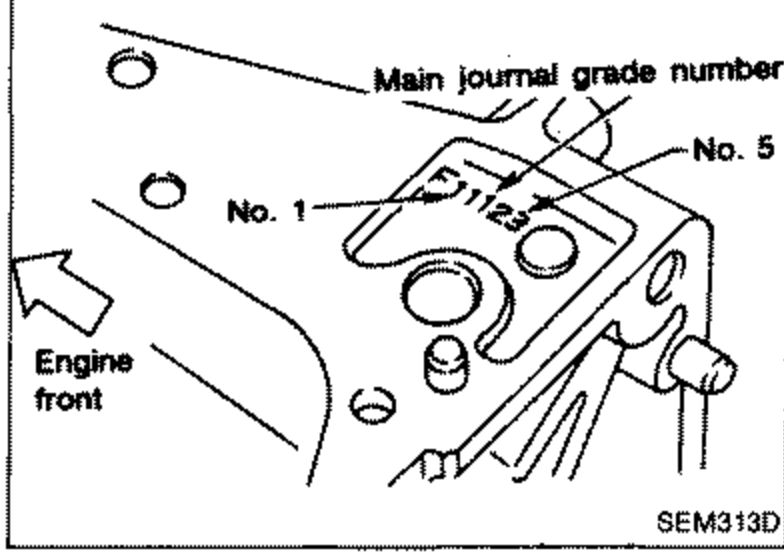
- aGrade number of each cylinder block main journal is punched on the respective cylinder block. These numbers are punched in either Arabic or Roman numerals.
 SEM313D
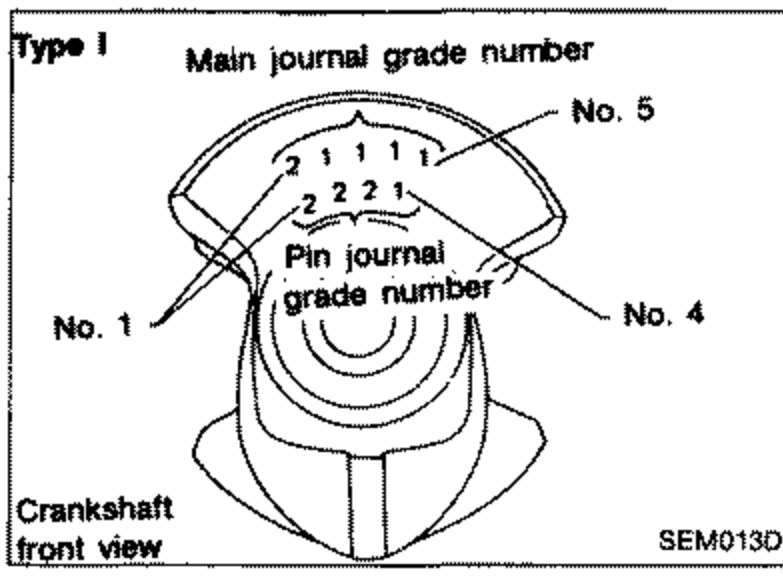
SEM313D - bGrade number of each crankshaft main journal is punched on the respective crankshaft. These numbers are punched in either Arabic or Roman numerals.
 SEM013D
SEM013D
See also
S.D.S.