
Cylinder Block - Inspection (Cont'd)
EM-58prose procedureInspection (Cont'd)
Piston-to-Bore Clearance (Cont'd)
- 3Measure piston skirt diameter.
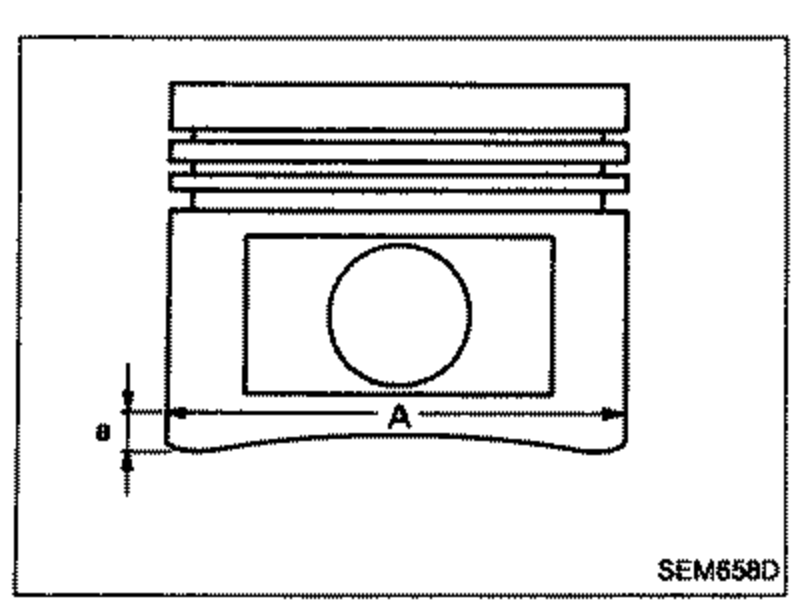 SEM658D
SEM658D - 4Check that piston-to-bore clearance is within specification.
- 5Determine piston oversize according to amount of cylinder wear.Oversize pistons are available for service. Refer to S.D.S.
- 6Cylinder bore size is determined by adding piston-to-bore clearance to piston diameter "A".Rebored size calculation: D = A + B - C, where, D: Bored diameter, A: Piston diameter as measured, B: Piston-to-bore clearance, C: Honing allowance 0.02 mm (0.0008 in)
- 7Install main bearing caps, and tighten to the specified torque to prevent distortion of cylinder bores in final assembly.
- 8Cut cylinder bores.When any cylinder needs boring, all other cylinders must also be bored.Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a time.
- 9Hone cylinders to obtain specified piston-to-bore clearance.
- 10Measure finished cylinder bore for out-of-round and taper.Measurement should be done after cylinder bore cools down.
| Specification | Value |
|---|---|
| Piston diameter "A" | Refer to S.D.S. |
| Measuring point "a" (Distance from the bottom)(0.374 in) | 9.5mm |
| Piston-to-bore clearance "B"(0.0006 - 0.0014 in) | 0.015 - 0.035mm |
Piston diameter "A"
Refer to S.D.S.
Measuring point "a" (Distance from the bottom)(0.374 in)
9.5mm
Piston-to-bore clearance "B"(0.0006 - 0.0014 in)
0.015 - 0.035mm
Crankshaft
- 1Check crankshaft main and pin journals for score, wear or cracks.
- 2With a micrometer, measure journals for taper and out-of-round.
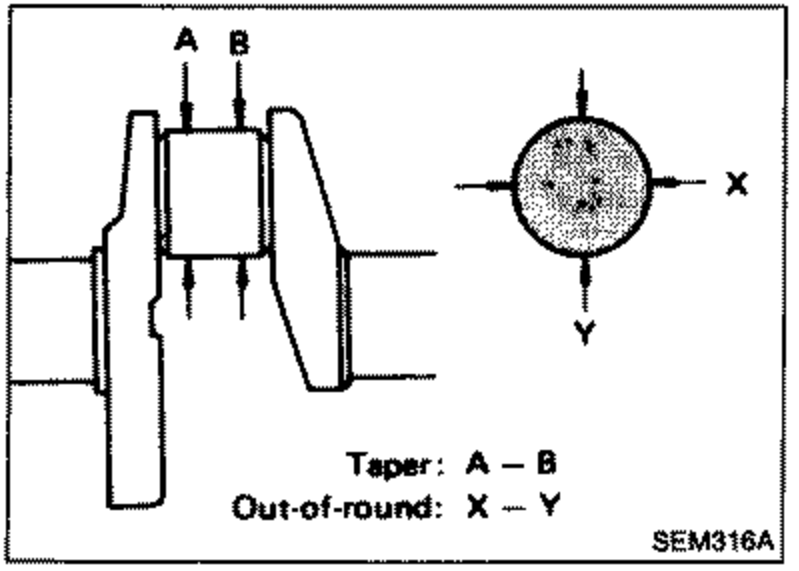 SEM316A
SEM316A
| Specification | Value |
|---|---|
| Out-of-round (X - Y)(0.0002 in) | Less than 0.005mm |
| Taper (A - B)(0.0001 in) | Less than 0.002mm |
Out-of-round (X - Y)(0.0002 in)
Less than 0.005mm
Taper (A - B)(0.0001 in)
Less than 0.002mm
See also
S.D.S.